 Wiercenie termiczne - Katalog (3,9 MiB, 0 hits)
Wiercenie termiczne - Katalog (3,9 MiB, 0 hits)
Termowiercenie – redukcja kosztów i czasu.
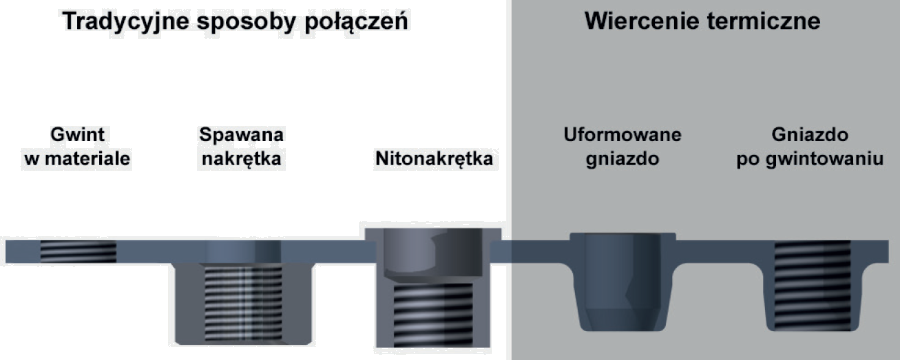
Wiercenie termiczne to nowoczesna metoda wykonywania połączeń gwintowanych w materiale cienkościennym. Wirujące z dużą prędkością wiertło z najwyższej jakości węglika spiekanego wciskane jest w obrabiany materiał. Specyficzny kształt części roboczej wiertła powoduje wytworzenie w obszarze obróbki znacznej tarciowej energii cieplnej nagrzewającej materiał, aż do „plastycznego płynięcia”. Wyparty materiał wędruje w obie strony tworząc tzw. wypływkę formowaną od góry pierścieniem wiertła lub odcinaną przez ostrze wbudowane w wiertło. Uformowana z wypartego materiału tuleja o wysokości 300-400% grubości materiału rodzimego pozwala na wykonanie wytrzymałego gwintu, spełniającego najwyższe normy jakościowe w cienkościennych profilach i rurach. W otworach wykonywanych na zakrzywionej powierzchni ( rury, profile itp.), powstający kołnierz wokół otworu stanowi również powierzchnię oporową i uszczelniającą. Doskonałe rozwiązanie dla montażu zaworów , dysz, manometrów itp.



Zastosowanie bezwiórowego gwintownika praktycznie redukuje do zera możliwość przedostania się wiórów do wnętrza profili zamkniętych, komór, zbiorników itp.
Wiercenie termiczne jest nie tylko doskonałą alternatywą dla zgrzewanych lub spawanych nakrętek, nitonakrętek, pozwala również na łatwe zastąpienie połączenia spawanego przez śrubowe.
Wiertło wykonane z węglika spiekanego o optymalnej gradacji oraz najwyższej odporności temperaturowej połączonej z wysoką twardością.

Główne zalety:
♦ najwyższa jakość połączenia gwintowanego
♦ walcowy zarys gwintu
♦ niskie koszty procesu
♦ brak odpadów w postaci wiórów
♦ długi okres eksploatacji narzędzi, jedno wiertło wykonuje do 10.000 otworów
♦ stabilny proces gwarantujący wysoką dokładność
♦ łatwa adaptacja maszyn konwencjonalnych i CNC
♦ obróbka różnych metali tym samym wiertłem
♦ brak potrzeby ostrzenia narzędzia
Zastosowanie :
♦ połączenia gwintowane (gwintowanie lub śruby samogwintujące)
♦ połączenia lutowane i spawane
♦ gniazdowanie łożysk
♦ pasowanie
♦ kielichowanie rur
Materiały:
♦ stal: zwykła, konstrukcyjna, nierdzewna, kwasoodporna, itp.
♦ aluminium, miedź i ich stopy: mosiądz, brąz, itp.
♦ inne metale ciągliwe
| Obroty [obr/min] | |||||||
|---|---|---|---|---|---|---|---|
| Gwint | Średnica otworu [mm] | Wiertło formujące nr art. | Wiertło ucinające nr art. | Gwintownik bezwiórowy nr art. | Minimalne obroty | Optymalne dla stali | Min. dla mosiądzu, aluminum, miedzi |
| M3 | 2.7 | 2.0403 | 3.0403 | 7.0403 | 2600 | 3000 | 4000 |
| M4 | 3.7 | 2.0404 | 3.0404 | 7.0404 | 2300 | 2600 | 3800 |
| M5 | 4.5 | 2.0405 | 3.0405 | 7.0405 | 2200 | 2500 | 3700 |
| M6 | 5.4 | 2.0406 | 3.0406 | 7.0406 | 2000 | 2400 | 3600 |
| M8 | 7.3 | 2.0408 | 3.0408 | 7.0408 | 1600 | 2200 | 3200 |
| M10 | 9.2 | 2.0410 | 3.0410 | 7.0410 | 1500 | 2000 | 3000 |
| M12 | 10.9 | 2.0412 | 3.0412 | 7.0412 | 1400 | 1800 | 2800 |
| M14 | 13.1 | 2.0414 | 3.0414 | 7.0414 | 1400 | 1600 | 2500 |
| M16 | 14.8 | 2.0416 | 3.0416 | 7.0416 | 1200 | 1400 | 2200 |
| 1/8″ | 2.9 | 2.0440 | 3.0440 | 7.0440 | 2400 | 2800 | 3800 |
| 1/4″ | 5.9 | 2.0441 | 3.0441 | 7.0441 | 1900 | 2300 | 3300 |
| 3/8″ | 9.1 | 2.0442 | 3.0442 | 7.0442 | 1500 | 2000 | 2800 |
| 1/2″ | 12.2 | 2.0443 | 3.0443 | 7.0443 | 1300 | 1700 | 2300 |
Narzędzia do termowiercenia
Narzędzia do termowiercenia dostępne są w dwóch wykonaniach.
♦ Z ostrzem ucinającym
♦ Z pierścieniem formującym
♦ Dwustronne (z jednej strony ostrze odcinające z drugiej pierścień formujący)

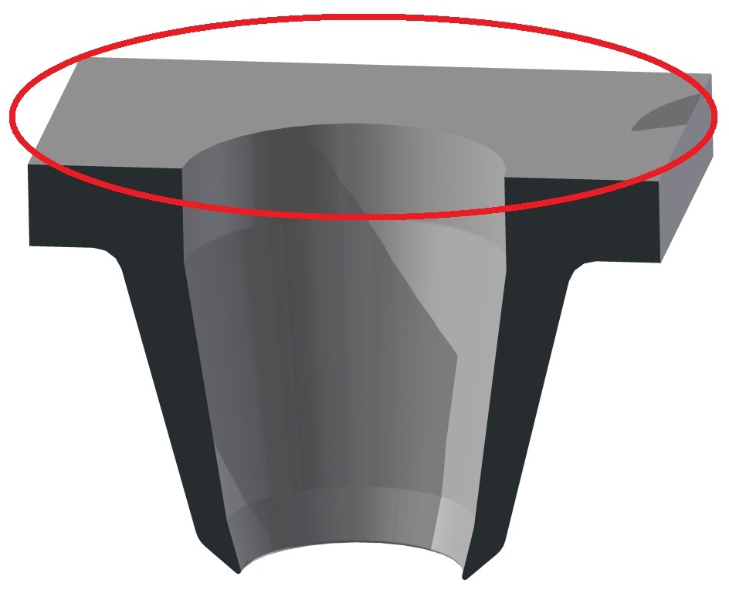
W zależności od użytego narzędzia końcowy efekt wiercenia różni się. Poniżej przedstawione są tulejki wykonane przy pomocy ostrzy z pierścieniem formującym oraz z ostrzem odcinającym.
|
Tulejka wykonana narzędziem |
Tulejka wykonana narzędziem |

Uchwyt
W celu ochrony wrzeciona przed wysokimi temperaturami wiertło formujące należy zamontować w specjalnym uchwycie wyposażonym w dysk chłodzący. Ciepło zostaje skutecznie odprowadzone do atmosfery. Wiertło jest efektywnie chłodzone po procesie wiercenia, wydłuża to jego żywotność, a zarazem możliwość zwiększenia wydajności procesu. W ofercie posiadamy standardowe uchwyty na stożku Morse’a MK2 i MK3.
Gwintowanie
Gwintowniki bezwiórowe firmy Stjorsen służą do wygniatania gwintów w otworach wykonanych w procesie wiercenia termicznego. Elementy cienkościenne podczas produkcji zostały poddane różnorodnej obróbce plastycznej (walcowanie, kucie, przeciąganie itp.). Sieć krystaliczna materiału uległa deformacji poprzez różnego rodzaju mechanizmy odkształceń, poślizgi oraz tzw. bliźniakowanie.
W procesie wiercenia termicznego dochodzi do miejscowego nagrzania strefy otworu do wysokiej temperatury. Sieć krystaliczna materiału zazwyczaj stabilizuje się, czyniąc materiał bardziej podatnym na odkształcenie. W procesie mechanicznego gwintowania odgniatającego struktura materiału dodatkowo zagęszcza się, znacząco poprawiając właściwości mechaniczne.
Dla zapewnienia maksymalnej długości pracy narzędzi, wszystkie gwintowniki bezwiórowe zostały pokryte azotkiem tytanu (TiN) i mają kolor złoty.
Preparaty do gwintowania
Podczas gwintowania na zimno dochodzi do znacznych obciążeń oddziałujących na narzędzie i obrabiany gwint. W celu maksymalnej poprawy przebiegu procesu należy stosować środki wspomagająco-ochronne. Specjalne preparaty będące mieszaniną estrów glikolu, środków smarnych oraz antyutleniaczy poprawiają proces jednocześnie chroniąc narzędzie.
| Preparat | Producent | Nr art. |
|---|---|---|
| Olej do gwintowania | Ambersil TUFCUT | 8.0401 |
| Pasta do gwintowania | Ambersil TUFCUT | 8.0402 |
| Aerozol do gwintowania | Ambersil TUFCUT | 8.0403 |
