Wiercenie termiczne
Innowacyjna technologia, która pozwala na wykonywanie otworów w materiałach metalowych. Najczęściej otwory te są później gwintowane. Zarówno wiercenie otworu jak i gwintowanie przebiega w pełni bezwiórowo.

Wiercenie termiczne odbywa się poprzez nacisk wirującego z dużą prędkością narzędzia (termowiertła) na obrabiany element, najczęściej cienkościenny. W obszarze obróbki powstaje energia cieplna wytworzona przez specyficzny kształt części roboczej wiertła, a materiał nagrzewany jest aż do „plastycznego płynięcia”. Wyparty metal (poprzez nacisk wiertła) wędruje w obie strony tworząc tzw. wypływkę formowaną od góry pierścieniem wiertła lub odcinaną przez ostrze wbudowane w wiertło odcinające.
|
Tulejka wykonana narzędziem |
Tulejka wykonana narzędziem |

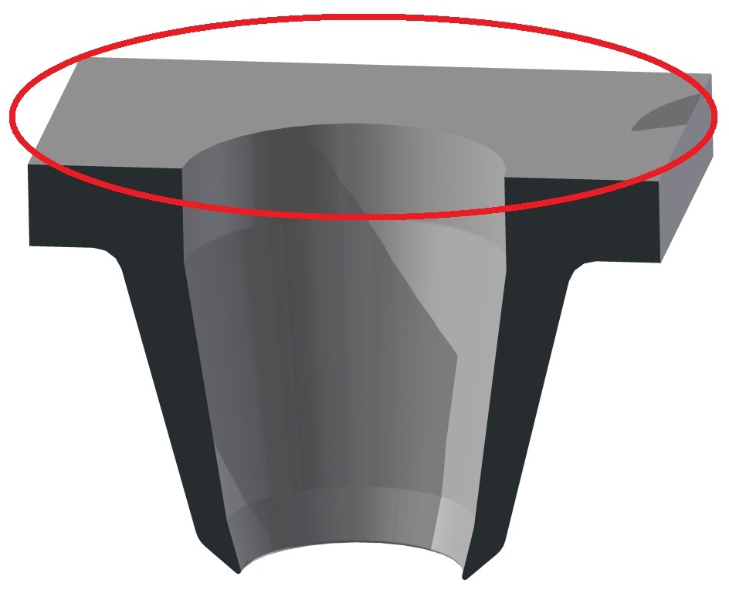
Efektem finalnym procesu jest pogrubienie materiału rodzimego o kształcie tulei, będące bazą do uformowania gwintu, spełniającego najwyższe normy jakościowe w cienkościennych profilach i rurach. Operacja wiercenia trwa jedynie kilka sekund, do wykonywania otworów w różnych materiałach można stosować to samo narzędzie, regulując jedynie obroty wrzeciona obrabiarki.
Formowanie gwintu
Plastyczne kształtowanie gwintu przebiega bez tworzenia wiórów, w przeciwieństwie do tradycyjnego gwintowania, kiedy to gwint jest wycinany w obrabianym materiale. Wygniatanie gwintu wewnątrz obrabianego materiału realizowane jest narzędziem o spiralnie ukształtowanej części formującej. Spiralny gwint, poprzez wielokątnie ukształtowaną część wygniataka, jest „wkręcany” do wywierconego otworu z odpowiednim, stałym posuwem zgodnym z podziałką gwintu.
Profil gwintu napiera stopniowo na materiał gwintowanego otworu poprzez stożek prowadzący. Przekroczone zostają wówczas naprężenia graniczne, materiał staje się plastyczny i następuje jego odkształcenie. Uplastyczniony materiał jest wciskany promieniowo wzdłuż ścianek profilu do „wolnych przestrzeni”.

Przemieszczenie materiału powoduje utworzenie się na grzbiecie gwintu specyficznych kształtów kieszeniowych. Średnica otworu wstępnego pod wygniatanie jest uzależniona od plastyczności materiału, kształtu gwintowanej części oraz od oczekiwanej wysokości formowanego gwintu, ale zasadniczo jest większa od otworów gwintowanych tradycyjnie.
Wraz ze wzrostem wielkości gwintowanego otworu zmniejsza się obciążenie narzędzia, a przez to zwiększa się jego trwałość. Dzięki umocnionej (nie poprzecinanej) strukturze materiału zęba gwintu wielkość przenoszonego obciążenia pozostaje bez zmian nawet przy wysokości zęba równej 50% pełnej wysokości.
Bardzo wiele prób pokazało, że wygniataki o zoptymalizowanej geometrii i maksymalnej liczbie grzbietów na obwodzie uzyskują znaczny wzrost trwałości oraz dokładności wymiarowej wykonywanego gwintu.
Wygniatanie gwintu niesie za sobą wiele zalet, a mianowicie:
♦ brak wiórów – eliminuje to konieczność usuwania wiórów co jest bardzo przydatne podczas gwintowania otworów w profilach zamkniętych (np. dla hydrauliki czy pneumatyki)
♦ jednym narzędziem można wykonywać zarówno otwory ślepe jak i przelotowe
♦ metoda ta pozwala na eliminację błędów występujących podczas skrawania gwintu, eliminuje błędy kształtu i skoku gwintu
♦ możliwość gwintowania w różnych materiałach bez konieczności zmiany narzędzia
♦ jakość gwintu jest znacznie lepsza, gwint ma gładszą powierzchnię. Cechuje go wyższa wytrzymałość na rozciąganie ze względu na ciągłą strukturę włókien materiału oraz utwardzenie materiału w czasie formowania na zimno (około 20% w stosunku do gwintu nacinanego)
♦ możliwe jest wykonywanie gwintów o wąskiej tolerancji
♦ optymalne do gwintów w głębokich lub ślepych otworach, ponieważ nie występuje problem z odprowadzaniem wiórów
♦ brak konieczności ostrzenia narzędzi
♦ zdecydowanie dłuższa żywotność gwintownika
Aby w pełni cieszyć się bezwiórową metodą wygniatania gwintów używaj narzędzi najwyższej jakości. W naszej ofercie posiadamy wygniataki (gwintowniki zimno-formujące) pokrywane przeciwzużyciową warstwą azotku tytanu (TiN) zapewniająca dłuższy czas pracy.
Do wygniatania gwintu stosuje się specjalne oleje. Smarowanie zapobiega tworzeniu narostu na ściankach narzędzia i znacząco redukuje moment obrotowy. Niedopuszczalna jest praca narzędzi bez smarowania. Zalecamy stosowanie środków smarnych z grafitem analogicznie jak w procesie walcowania gwintów. Należy postępować zgodnie z zasadą „lepiej posmarujesz łatwiej wygnieciesz gwint”. Smarowanie zasadniczo zwiększa trwałość narzędzi, która wynosić może nawet od kilku do kilkudziesięciu tysięcy wykonanych gwintów. Ponadto na trwałość wygniataków wpływają warunki obróbki, rodzaj obrabianego materiału, a także docelowa głębokość otworu gwintowanego.
